
Holen Sie sich ein Angebot

+86-18862679789


admin@evertopest.com

Die Extrusionsleistung unterscheidet sich bei unterschiedlichen Drehrichtungen?
Bei der Materialmischverarbeitung bestimmt die Leistung des Doppelschneckenextruders direkt den Materialmischeffekt, die Produktionseffizienz und die Endproduktqualität. Je nach Drehrichtung der Schnecke werden Doppelschneckenextruder in gleichläufige Doppelschneckenextruder und gegenläufige Doppelschneckenextruder unterteilt. Der Hauptunterschied zwischen beiden liegt in der Drehrichtung der Schnecke. Was scheinbar nur ein Unterschied in der Drehrichtung ist, führt zu erheblichen Unterschieden zwischen beiden in den Verarbeitungseigenschaften, der Mischkapazität und der Produktkompatibilität.
Der Hauptunterschied zwischen gleichläufiger Doppelschnecke und gegenläufiger Doppelschnecke liegt im Zusammenspiel der Schnecken:
• Wenn die beiden Gewindegänge einer gleichläufigen Doppelschnecke das Material schieben, überlagert sich ihre Schubkraft;
• Wenn die beiden Gewindestränge einer gegenläufig rotierenden Doppelschnecke Material schieben, heben sich ihre Stöße gegenseitig auf.
Dies bestimmt das grundlegende Funktionsprinzip und die Leistungsmerkmale sowohl gleichläufiger als auch gegenläufiger Doppelschnecken.
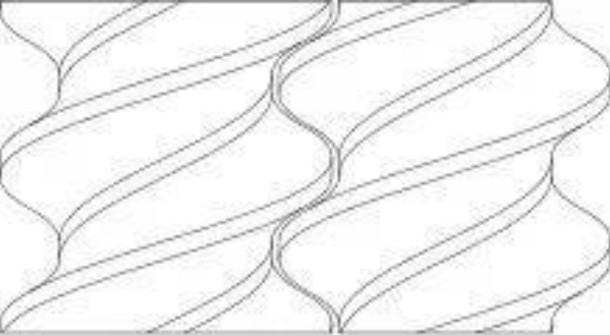
Abbildung 4 Passung der gleichläufigen Doppelschnecke
Der Paarungsmodus der gleichsinnig rotierenden Doppelschnecke ist in Abbildung 4 dargestellt. Die beiden Schnecken der gleichsinnig rotierenden Doppelschnecke drehen sich in die gleiche Richtung und die Schraubengewinde sind beide rechtsgängig. Die Festlegung der Materialförderrichtung erfolgt analog zur Einschnecke.
Der Paarungsmodus der gegenläufigen Doppelschraube ist in Abbildung 5 dargestellt. Die beiden Schrauben der gegenläufigen Doppelschraube drehen sich in entgegengesetzte Richtungen, und die Gewinde der beiden Schrauben drehen sich in entgegengesetzte Richtungen. Die beiden Schrauben drehen sich nach außen. Das heißt, entlang der Extrusionsrichtung ist die rechte Seite die linke Schraube, die sich im Uhrzeigersinn dreht, und die linke Seite ist die rechte Schraube, die sich gegen den Uhrzeigersinn dreht.
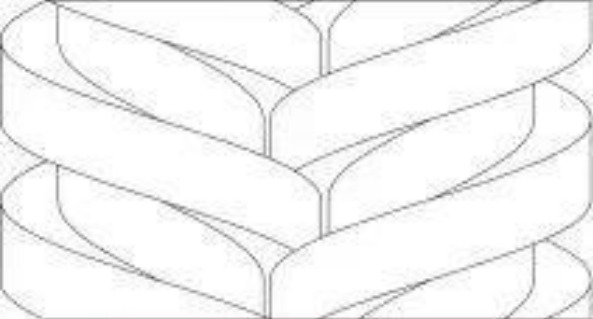
Abbildung 5: Gegenläufige Doppelschraubenpassung
Analyse der Ergebnisse von Simulationsexperimenten
Physikalisches Feld
1
Druckfeld
Wie aus der Druckwolkenkarte (Abbildung 6) und der Druckschwankungskurve (Abbildung 7) ersichtlich ist:
Beim gleichläufigen Doppelschneckenextrusionsverfahren schwankt der Druck im Fließkanal. Betrachtet man die Struktur nach der gleichläufigen Doppelschraubenpassung (Abbildung 4), so stellt man fest, dass die Druckschwankung mit der Position der Schraubenrippe nach oben und unten schwankt. Dies liegt daran, dass der Schneckensteg ein hoch vorstehender Teil der Schneckenoberfläche ist und das extrudierte Material beim Durchgang durch den Schneckensteg stärkeren Extrusions- und Scherkräften ausgesetzt ist, sodass der Druck an der Position des Schneckenstegs oft relativ hoch ist.
Bei der gegenläufigen Doppelschneckenextrusion steigt der Druck im Angusskanal entlang der Extrusionsrichtung zunächst an und dann ab, wobei an der Mittelposition ein lokaler Hochdruck entsteht. Betrachtet man die Struktur der gegenläufigen Doppelschneckenpassung (Abbildung 5), so stellt man fest, dass der örtliche Hochdruck am Eingriffspunkt entlang der Mitte der Extrusionsrichtung auftritt. Dies liegt daran, dass sich die beiden Schnecken gegenläufig drehen und der Materialfluss während des Extrusionsprozesses ungleichmäßig oder blockiert ist, sich an der Mittelposition staut und dann den lokalen Hochdruck im Kanal bildet.
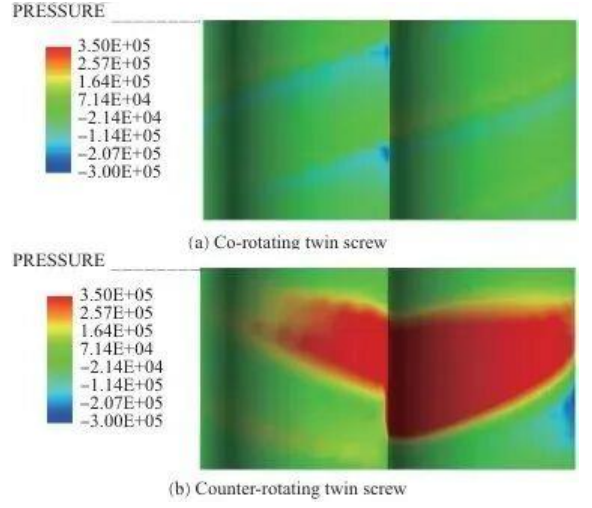
Abbildung 6 Druckwolkendiagramm im Angusskanal während des Extrusionsprozesses
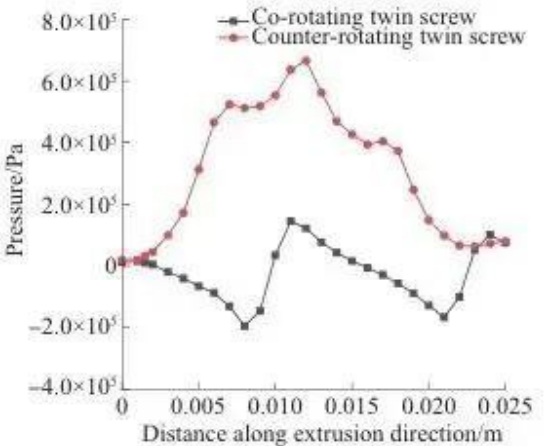
Abbildung 7 Druckschwankungskurve
2
Feld Schergeschwindigkeit
Wie aus der Schergeschwindigkeitswolke (Abbildung 8) und der Schergeschwindigkeitsvariationskurve (Abbildung 9) ersichtlich ist:
Sowohl bei der gleichläufigen Doppelschneckenextrusion als auch bei der gegenläufigen Doppelschneckenextrusion ist die Scherrate am Schneckenkamm höher und an der Schneckennut niedriger. Der Grund für dieses Phänomen liegt darin, dass das Material in den engen Spalten schneller fließt und der Spalt zwischen den Schneckenrippen und der Innenwand des Zylinders kleiner ist, sodass die Scherrate höher ist, während der Spalt zwischen den Schneckennuten und der Innenwand des Zylinders größer ist, sodass die Scherrate niedriger ist.
Die lokal hohe Schergeschwindigkeit in der gegenläufigen Doppelschnecke wird durch Leckage verursacht.
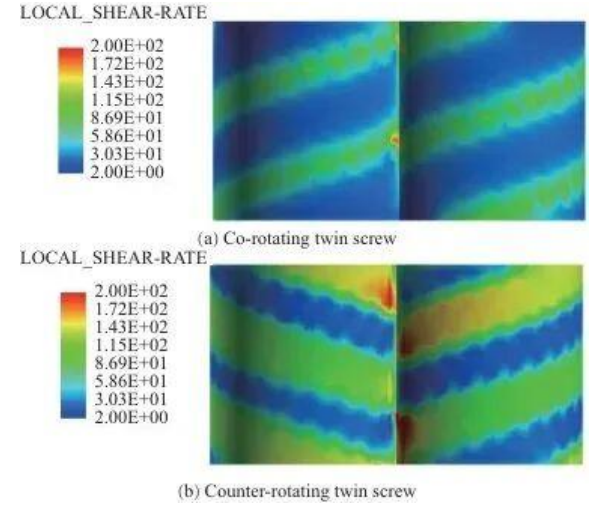
Abbildung 8 Wolke der Schergeschwindigkeit während der Extrusion
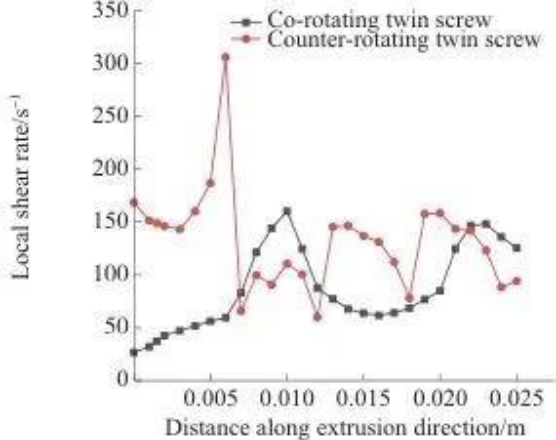
Abbildung 9 Schergeschwindigkeitsvariationskurve
Das Mischen wird hauptsächlich in distributives und dispersives Mischen unterteilt.
Unter verteiltem Mischen versteht man den Verteilungsprozess des Materials, bei dem das Material unter dem Druck des Schneckenrotors ständig neu angeordnet und gelenkt wird;
Unter dispersivem Mischen versteht man den Prozess, bei dem sich die Größe des Materials ändert, da die Materialpartikel ständig gedehnt und geschert werden. Die Tracer-Partikel-Methode wurde verwendet, um mathematische Statistiken zu Flugbahnparametern wie Verweilzeit, Verteilungsindex, Trennmaßstab und maximaler Scherspannungsverteilung durchzuführen, um die Unterschiede in der Mischleistung zwischen gleichläufiger Doppelschnecke und gegenläufiger Doppelschnecke zu analysieren.
Axiale Mischleistung
Die Verweilzeitverteilung ist ein wichtiger Indikator zur Messung der axialen Mischleistung von Schneckenelementen. Es beschreibt die Verteilung der Verweilzeit von Materialien in Doppelschneckenextrudern in zwei Formen: der kumulativen Verweilzeitverteilungsfunktion und der Verweilzeitverteilungsfunktion, die jeweils durch eine Wahrscheinlichkeitsfunktion und eine Wahrscheinlichkeitsdichtefunktion ausgedrückt werden.
1 Kumulierte Verweildauerverteilung
Die kumulative Verweilzeitverteilungskurve (Abbildung 10) beschreibt die kumulative Wahrscheinlichkeitsverteilung der Verweilzeit der Flüssigkeit oder des Materials im Extruder.
Wie in Abbildung 10 dargestellt, beträgt in der gleichläufigen Doppelschnecke die Zeit, in der die Tracerpartikel zum ersten Mal das Laufrad verlassen, 1,00 s, die Zeit, in der sie das Laufrad vollständig verlassen, 54,82 s und die Breite der Verweilzeitverteilung 53,82 s.
Bei der gegenläufig rotierenden Doppelschnecke beträgt die Zeit, die die Tracerpartikel benötigen, um zum ersten Mal aus dem Kanal zu fließen, 1,48 Sekunden, die Zeit, die sie benötigen, um vollständig aus dem Kanal zu fließen, 59,80 Sekunden und die Breite der Verweilzeitverteilung beträgt 58,32 Sekunden.
Die kumulative Verweilzeitverteilungskurve der gleichsinnig rotierenden Doppelschnecke liegt über der kumulativen Verweilzeit der gleichsinnig rotierenden Doppelschnecke, und eine höhere Kurve zeigt an, dass zu einem bestimmten Zeitpunkt mehr Partikel aus dem Kanal strömen.
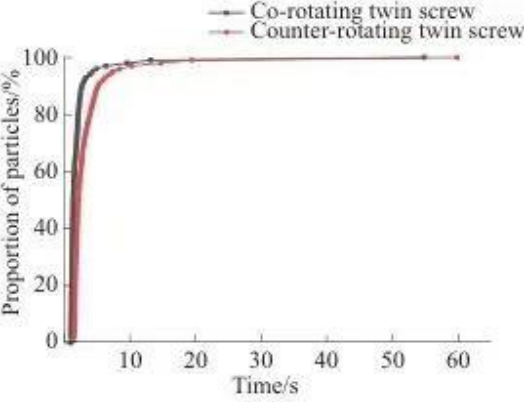
Abbildung 10 Verteilung der kumulierten Verweildauer
2 Verteilung der Verweildauer
Die Verweilzeit-Wahrscheinlichkeitsdichteverteilungskurve beschreibt die Wahrscheinlichkeitsverteilung der Verweilzeit des Materials im Extruder über verschiedene Zeiträume. Eine höhere Wahrscheinlichkeitsdichte bedeutet eine größere Wahrscheinlichkeit, dass sich das Material während dieses Zeitraums aufhält, während eine niedrigere Wahrscheinlichkeitsdichte auf eine relativ kürzere Verweildauer hinweist. Aus der Wahrscheinlichkeitsdichtefunktion der Verweilzeitverteilung (Abbildung 11) ist Folgendes bekannt:
In der gleichläufigen Doppelschnecke wird der Großteil der Partikel bei 1,00 bis 1,99 Sekunden konzentriert, und in der gegenläufigen Doppelschnecke wird der Großteil der Partikel bei 1,48 bis 2,97 Sekunden konzentriert. Die entsprechende Kurve der gleichläufigen Doppelschnecke liegt weiter links und die Spitze ist höher, was darauf hindeutet, dass die Förderleistung der gleichläufigen Doppelschnecke stärker ist. Der Grund für dieses Phänomen kann darin liegen, dass das Material während des Extrusionsprozesses mit gleichläufig rotierender Doppelschnecke von der Schnecke zwangsweise entlang einer „∞“-förmigen Bahn transportiert wird.
Bei der gegenläufigen Doppelschneckenextrusion bewegt sich das Material in einer „C“-Form und vermischt und reagiert wiederholt in der C-förmigen Kammer, was zu einer verlängerten Verweilzeit führt.
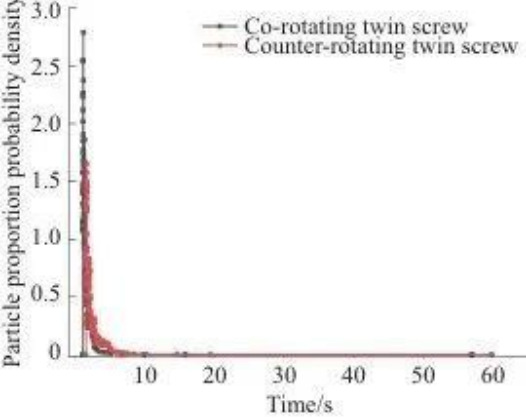
Abbildung 11 Verteilung der Verweildauer
Verteilte Mischleistung
1 Verteilungsindex
Verteilungsindizes beschreiben die rheologischen Eigenschaften und das Fließverhalten extrudierter Materialien. Aus der Verteilungsindexkurve (Abbildung 12) ist ersichtlich, dass die Verteilungsgleichmäßigkeit der gegenläufigen Doppelschnecke besser ist als die der gleichläufigen Doppelschnecke.
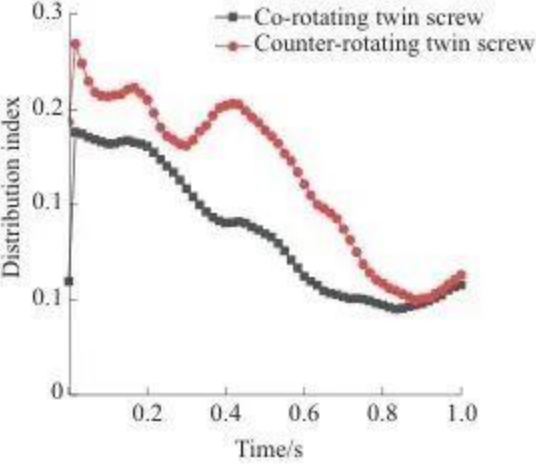
Abbildung 12 Verteilungsindex
2 Trennskala
Trennskalen charakterisieren verteilte Mischprozesse. Abbildung 13 zeigt die Trennungsskalenkurve. Zu Beginn befinden sich die beiden Partikel auf beiden Seiten des Einlasses, sodass der Wert der Trennungsskala groß ist. Mit zunehmender Zeit nimmt die Trennskala unter dem Schneckenmischeffekt ab, die Kurve fällt ab, der Grad der Verteilungsmischung der Oberflächenpartikel vertieft sich allmählich und es kommt zu einem Fluktuationsphänomen während des Prozesses, das durch die Aggregation von Partikeln während des Fließprozesses verursacht wird.
Die Trennungsskalenkurve der gleichläufigen Doppelschnecke liegt immer unter der der gegenläufigen Doppelschnecke, was auf eine gleichmäßigere Verteilung hinweist.
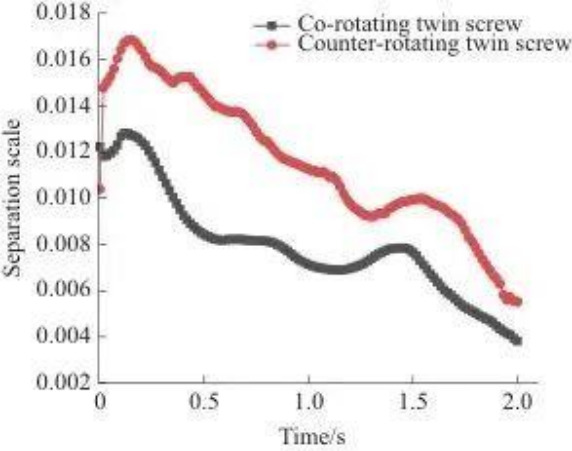
Abbildung 13 Trennungsskala
Bei der gleichläufigen Doppelschneckenextrusion drehen sich die beiden Schnecken in die gleiche Richtung und erzeugen am Eingriffspunkt eine starke Scherwirkung, und das Material tauscht mehrfach zwischen den Schnecken aus, was zu einer gleichmäßigen Verteilung der Durchmischung beiträgt.
Bei der gegenläufigen Doppelschneckenextrusion wird der Großteil des Materials in der C-förmigen Kammer zurückgehalten, wobei nur eine kleine Menge Material aus dem Spalt fließt, um einer Scherung und Streckung ausgesetzt zu werden. Die Abdichtung ist gut, wodurch der unregelmäßige Materialfluss im Anguss verringert wird und somit auch die Gleichmäßigkeit der Mischung verringert wird.
Dispergier- und Mischleistung
Der Dispergier- und Mischprozess ist ein Prozess, bei dem die Partikelgröße immer weiter abnimmt. Dabei spielen die Scher- und Zugkräfte, denen die Materialpartikel ausgesetzt sind, eine wesentliche Rolle.
Die maximale Scherspannung, die das Tracerpartikel erfährt, gibt den Scherprozess an, dem das Tracerpartikel während des Doppelschneckenextrusionsprozesses unterliegt. Je größer der Anteil der Tracerpartikel ist, die einer hohen Scherung ausgesetzt sind, desto besser ist der Schneckendispersionseffekt.
Abbildung 14 zeigt die maximale Schubspannungswahrscheinlichkeitskurve. Wie aus Abbildung 14 ersichtlich ist, liegt die Kurve, die der gegenläufigen Doppelschnecke entspricht, über der der gleichläufigen Doppelschnecke.
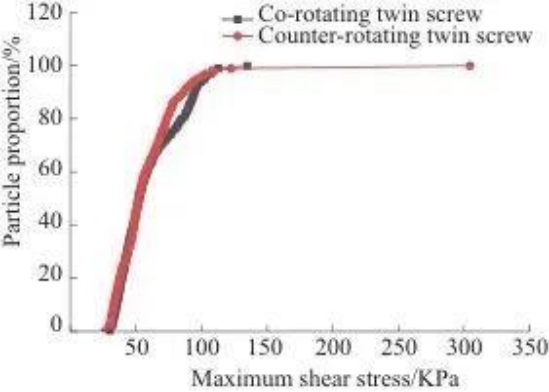
Abbildung 14 Maximale Schubspannungswahrscheinlichkeit
Abbildung 15 zeigt die Kurve der maximalen Schubspannungswahrscheinlichkeitsdichte. Aus Abbildung 15 ist ersichtlich, dass sich die maximale Scherspannung, der das Partikel standhält, auf den Höhepunkt des Kurvenvorsprungs konzentriert.
Die beiden Kurvenmerkmale deuten darauf hin, dass die gegenläufige Doppelschnecke eine stärkere Dispersionsfähigkeit aufweist und stärkere Scher- und Zugeffekte erzeugen kann als die gleichläufige Doppelschnecke.
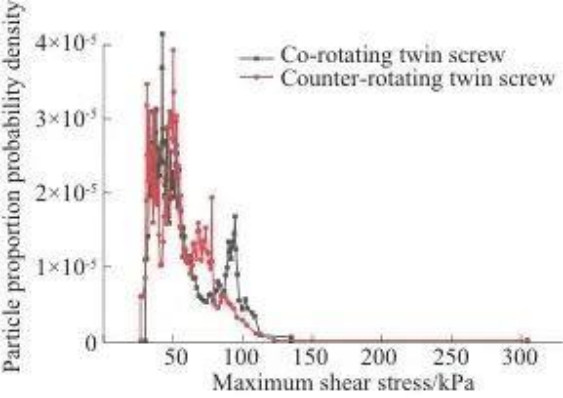
Abbildung 15 Maximale Schubspannungswahrscheinlichkeitsdichte
Analyse experimenteller Ergebnisse
Analyse des Schlagzugversuchs
Die Abbildungen 17 und 18 zeigen Zug- bzw. Schlagversuchsdaten.
Die Zugfestigkeit und Bruchdehnung der durch gleichläufige Doppelschneckenextrusion extrudierten Materialkeile waren etwas höher als die der durch gegenläufige Doppelschneckenextrusion extrudierten Materialien.
Die Absorption der Schlagenergie und die Schlagfestigkeit der durch die Gegenschneckenextrusion extrudierten Materialkeile sind etwas höher als die der durch die Co-Schneckenextrusion extrudierten.
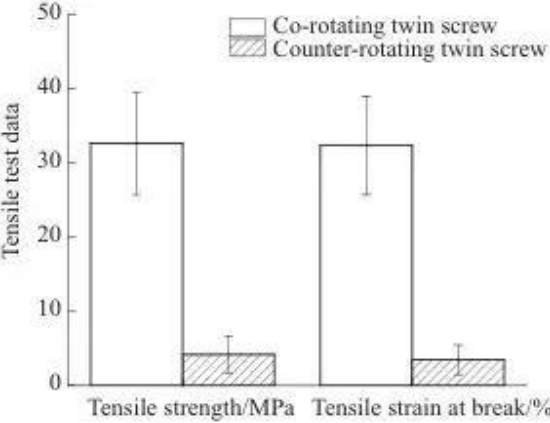
Abbildung 17 Zugversuchsdaten
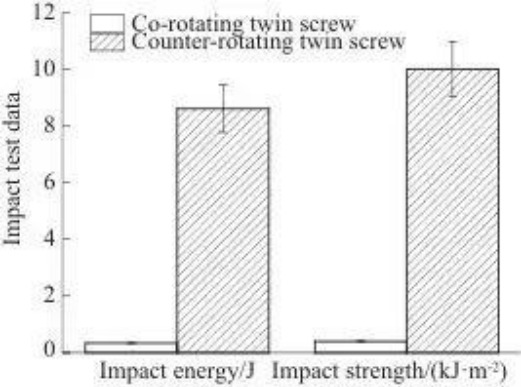
Abbildung 18 Schlagtestdaten
Rheologische Testergebnisse
Die rheologischen Eigenschaften von Polymeren spiegeln sich typischerweise im Speichermodul (G'), Verlustmodul (G') und Verbundviskosität (η*) wider. Der Speichermodul spiegelt die Elastizität des Materials wider, der Verlustmodul spiegelt die Viskosität des Materials wider und die Verbundviskosität spiegelt das Molekulargewicht wider. Die Fließfähigkeit der Polymerschmelze hängt von der Bewegungsfähigkeit der Molekülkettensegmente ab. Durch die Schneckenextrusion verändert sich die Molekularstruktur von PLA, wodurch seine Molekülketten aufbrechen und seine Viskosität sinkt.
Abbildung 19 zeigt die Kurve der Verbundviskosität η* mit der Kreisfrequenz. Aus Abbildung 19 ist ersichtlich, dass η* mit zunehmender Kreisfrequenz abnimmt.
Aufgrund des strukturellen Unterschieds verfügt die gegenläufige Doppelschnecke über eine stärkere Dispersions- und Mischfähigkeit und die Molekülkette bricht vollständiger. Daher ist der η* des von der gegenläufigen Doppelschnecke extrudierten Materials niedriger als der der gleichläufigen Doppelschnecke.
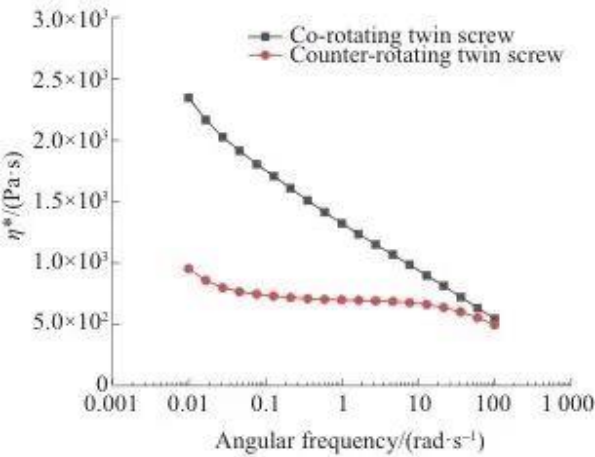
Abbildung 19 Kurven von η * mit Kreisfrequenz
Zusammenfassung
Vorteile gleichläufiger Doppelschneckenextruder:
• Das Strömungsfeld (insbesondere der Druck) ist relativ stabil.
• Extrem starkes Verteilungsmischvermögen, hohe Gleichmäßigkeit der Materialverteilung.
• Kurze Materialverweilzeiten und hohe Fördereffizienz erleichtern die Verarbeitung wärmeempfindlicher Materialien und verringern das Risiko einer thermischen Zersetzung.
• Die extrudierten Produkte haben bessere Zugeigenschaften.
Vorteile gegenläufiger Doppelschneckenextruder:
• Stärkere Druckaufbaukapazität (aber Vorsicht vor möglichem lokalen Hochdruck).
• Intensivere Scherung, bessere Dispergier- und Mischfähigkeit. Es kann einen stärkeren Dehnungseffekt erzielen.
• Längere Verweilzeit und breitere Verteilung der Materialien, geeignet für Prozesse, die eine ausreichende Reaktions- oder Mischzeit erfordern.
• Extrudierte Produkte haben eine höhere Schlagzähigkeit und eine niedrigere Schmelzviskosität (gründlichere Molekülkettenbrüche).
3D-Aluminiumkernplatten dominieren hochfeste Architektur- und Transportsektoren Die Produktionslinie für 3D-Verbundplatten mit Aluminiumkern bedient drei Branchen am umfassendsten: Gebäudefassadentechnik (47 % Marktanteil) ...
View MoreDreiwalzen-Richtmaschine: Direktes Betriebsurteil Kurz gesagt: Funktionsprinzip: A Drei-Rollen-Richtmaschine funktioniert, indem ein Metallblech zwischen drei versetzten Rollen (zwei unten, eine oben) hindurchgeführt wird. Das Material unt...
View MoreDie Branchen, die eine benötigen Produktionslinie für Verbundplatten Die meisten davon sind Bau- und Architekturverkleidungen, Transport (Schiene, Luft- und Raumfahrt und Nutzfahrzeuge), Reinräume und Industrieanlagen, Einzelhundels- und Gewerberäume sow...
View MoreGrundlegende Handhabungsverfahren FR-Rohstoffe (flammhemmend). erfordern strenge Temperaturkontrolle zwischen 15°C und 25°C , Feuchtigkeitsgehalt unter 40 % relative Luftfeuchtigkeit und sofortige Verarbeitung innerhalb von 72 Stunden nach dem Öffn...
View More
Industriecluster im Dorf Tanshang, Ganghua Road, Stadt Jingang, Stadt Zhangjiagang, Provinz Jiangsu, China

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Urheberrecht © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Alle Rechte vorbehalten. Hersteller kundenspezifischer Verbundplatten-Produktionslinien






.")